Operational Design
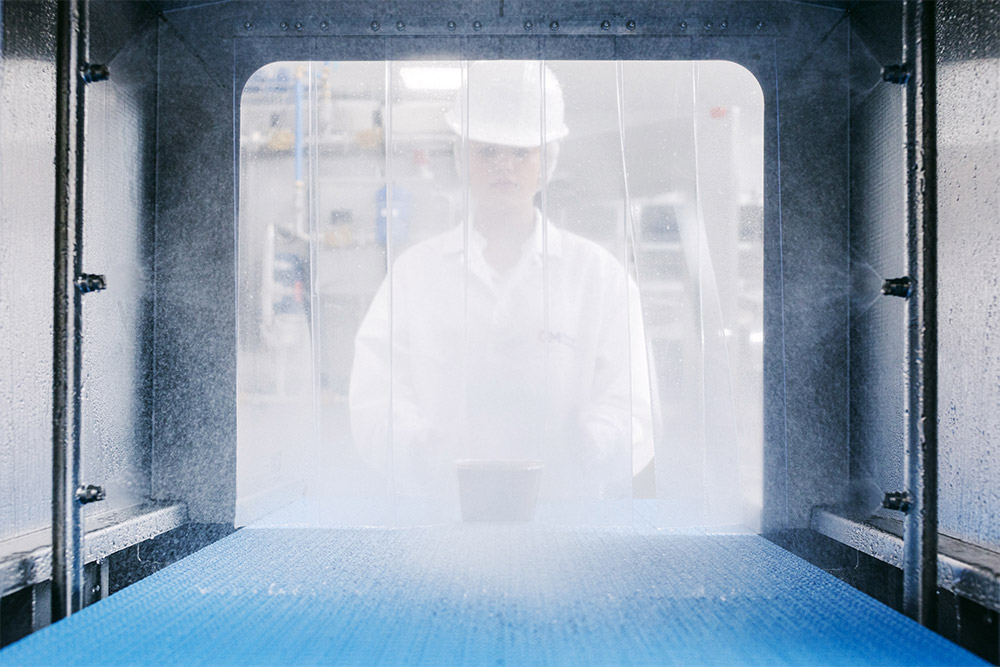
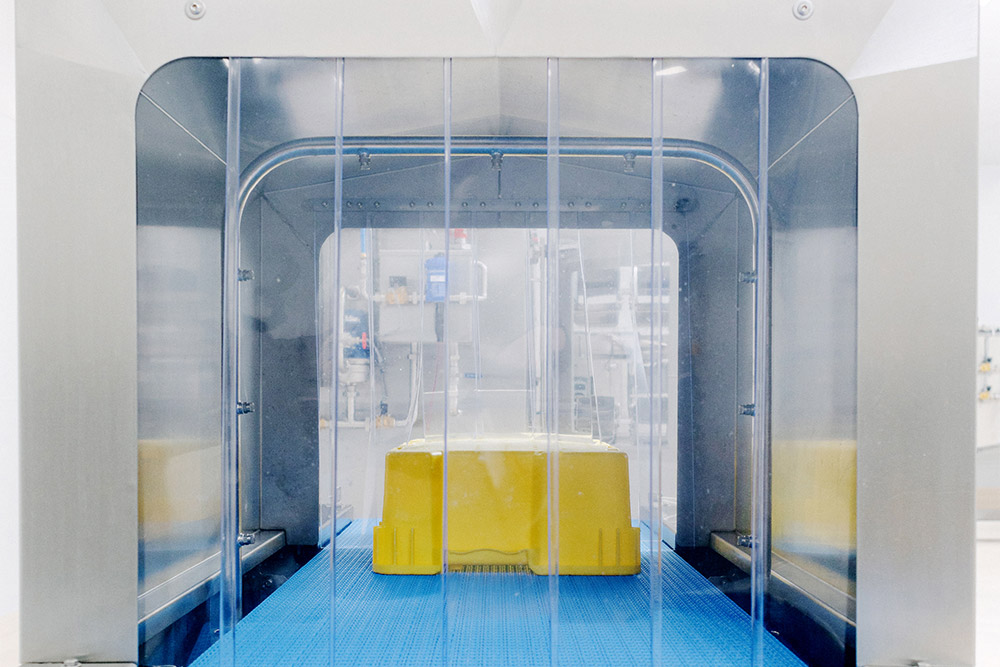
The sanitization tunnel is usually installed through a wall that separates low and high risk. The container or bagged product is placed on the infeed of the conveyor belt where it is conveyed through the machine and then sanitizing solution is sprayed via nozzles on all sides of the container ensuring a 360°degree coverage which ensures that bacteria or contaminants are neutralized.
The sanitizing solution is constantly re-circulated through the tank system and a filter is installed to filter any particulates that may come from the containers or packaging. As the water drains back to the tank, a variable speed conveyor belt allows for total speed control. A sensor mounted at the end of the disinfection tunnel will stop the conveyor if a product has not been removed, preventing it from falling on the floor.
Operational Safety
As with all the equipment CM Process Solutions offer, our sanitizer tunnel is designed with complete operator safety in mind, with risk assessments and FEA (Finite element analysis) studies thoroughly conducted on each product we supply.
A number of safety features are incorporated to ensure the safe and efficient operation of our sanitizer tunnel. Locally mounted e-stops are fitted on the machine which are monitored by a safety relay mounted within the control panel. The removable stainless-steel canopy is fitted with an electro-magnetic safety switch which when removed will stop the operation of the belt and pump ensuring the safety of the operator.

Sanitary Design
Here at CM Process Solutions, we recognize that one of the biggest concerns and challenges in the food processing industry is sanitation. All our machines and designs are constantly evaluated to ensure we stay on top of best practices, and our range of sanitizer tunnels are no different.
Our sanitizer conveyor tunnels are hygienically designed and manufactured from 304 grade stainless steel and built to IP65 standards making them suitable for the food processing industry. The stainless-steel sanitizer hood is removable allowing complete access to the belt and inside for cleaning and maintenance.

Aftersales And Spare Parts
We understand there are many options and choices for our customers when selecting equipment. Here at CM Process Solutions we believe in long term partnerships and ensuring that our customers have complete faith in our product offerings. To support our customers we keep a constant critical supply of components at our Winchester location. However, we do recommend the purchase of a simple critical spare parts list, so that in the event a wearable item such as a nylon roller or section of the conveyor belt then fails, the sanitizer conveyor tunnel can easily be placed back into operation with little disruption to production.
Whether it’s a requirement of spare parts, equipment breakdowns, training, or maintenance, you can rest assured that we at CM Process Solutions are readily available to provide additional support as and when it's required.

Customized Solutions
Our range of sanitizer equipment can be completely customized to suit your specific needs. All of our sanitizer tunnels can be fitted with a range of options such as an air knife blower system for removal of excess sanitation solution or a twin belt design to suit low care to high care segregation.

Come test with us
CM Process Solutions dedicated 6000 sq. feet showroom is located just outside of Lexington KY in the beautiful bluegrass and horse country. We have many different solutions for customers to come, view, run trials and tests on our sanitizer tunnels and other equipment, giving you the confidence to see the results firsthand before making that decision.
Alternatively, if you cannot make that trip then we can do a trial with or without your product and send video documentation of the performance.